





Over 170,000 hours of efficient operation
37 years of technical process precipitation
All types of membranes can be stabilized for a long time
5-layer co-extrusion technology integrates multiple materials for superior barrier properties, mechanical strength, and temperature resistance, ideal for premium food/pharmaceutical packaging.

Dual-layer structure balances inner sealing reliability and outer durability (anti-puncture/tear), delivering cost-effectiveness for industrial and daily-use packaging.

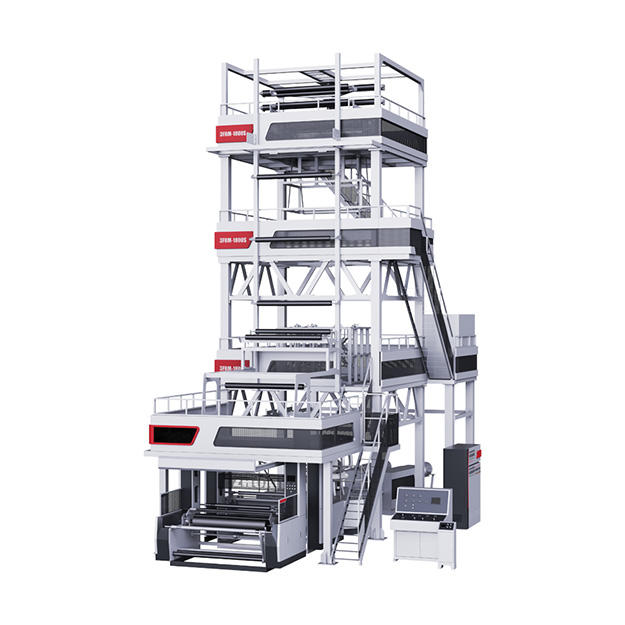
Customizable 3-layer design with dedicated barrier, load-bearing, and sealing layers, optimized for high-performance industrial films and specialty applications.

Symmetrical triple-layer structure enhances core barrier/strength while reducing material costs and simplifying recycling, perfect for eco-friendly films.

Integrated servo traction and intelligent temperature control system, realizing

High-efficiency single-layer output ensures stable production with low energy consumption, tailored for high-volume PE/PP film manufacturing.




Precision-engineered shrink film delivers uniform heat shrinkage, tight and wrinkle-free wrapping, and excellent puncture resistance. It securely seals products for retail display, transportation protection, and tamper-proof packaging, enhancing brand presentation and product integrity.

Multi-layer UV stabilization and anti-drip technology optimize light diffusion, weatherproofing, and durability. This film reduces water evaporation, regulates soil temperature, and extends service life, supporting healthier crop growth in greenhouses, mulching, and tunnel farming applications.

High-toughness extrusion ensures superior tear and puncture resistance, even with heavy or sharp-edged items. The lightweight yet durable design balances protection with cost efficiency, while the smooth surface enables clear printing for courier branding and tracking label adhesion.

Specialized barrier layers provide excellent resistance to oil, water, and chemical penetration, ensuring leak-proof sealing for liquids and semi-liquids (e.g., sauces, detergents, and fertilizers). Compatibility with Form-Fill-Seal (FFS) lines enables fast, hygienic, and high-efficiency packaging.

Seamless integration with Form-Fill-Seal (FFS) systems delivers exceptional puncture resistance, airtight sealing, and load-bearing capacity. This film is engineered for heavy-duty industrial and bulk material handling, ensuring stable stacking, moisture protection, and fast packaging line efficiency.

High-precision extrusion creates lightweight yet durable bags with excellent printability and tear resistance. The material’s flexibility and recyclable options support retail branding, while the robust construction enables repeated use, aligning with sustainable packaging trends.

Heavy-duty co-extrusion technology provides superior tensile strength and puncture resistance, handling sharp waste and heavy loads without tearing. UV-stabilized variants ensure outdoor durability, while odor-barrier options help contain unpleasant smells for residential and commercial waste management.

Compatible with PLA/PBAT raw materials, these certified compostable films maintain structural strength and flexibility throughout their lifecycle. They meet global eco-standards (EN13432, ASTM D6400), offering a fully sustainable alternative for packaging applications without compromising performance.

Versatile film formulations are tailored for niche applications, including protective packaging for electronics, medical device sterile wrapping, and custom-sized liners for industrial containers. The adaptable design ensures compatibility with specialized processing equipment and meets unique industry requirements.









For over 37 years, Zhejiang Zhuxin Machinery Co., Ltd. has been a global leader in blown film and packaging machinery innovation.
Rooted in engineering excellence, we are CE and IS0 9001 certified, providing cutting-edge technology and lifecycle-centered service to manufacturers in more than 30 countries.
Years
Countries
Machines Installed




Support PP / PE / PET full substrate parameterization configuration (± 0.05mm thickness accuracy)
Equipped with blown film line intelligent diagnostic system remote operation and maintenance response time <15 minutes
Commitment to energy efficiency optimization - Ensure that the unit energy consumption is reduced by 18%/production capacity is increased by 23%.
Professional Film Blowing Machine Manufacturer From China Factory
Since its establishment in 1989, Zhuxin has consistently focused on the R&D and manufacturing of film blowing equipment.








